

プラスチックめっきによる樹脂成型品への加飾として自動車の内外装や電子機器、水洗金具、高速鉄道や航空機向け等、様々な分野への装飾目的のめっき加工を行っております。
高級感あるサテン色調から漆黒色など、当社の基本加飾56色(サンプル帳ページを参照ください)の他、トレンドに合わせた新色に随時対応していきます。
有効製品サイズは最大2000㎜x900㎜に対応しております。
プラスチックめっきでは難易度の高い、部分めっきにも独自の技術で対応致します。 めっきをしたい部分とそうでない部分をきれいに分けてめっきする技術にはいくつかの方法があり、当社はデザインやお客様のご要望に応じ、最適な提案をさせて頂きます。車内の静穏性や加飾性のバリエーション追加、寸法精度、導電性の遮断目的など、様々な部分めっき用途での実績があります。
当社独自開発のTPマスク工法では、マスキング液を残さず、部分めっきを行う事が可能です。










 部分めっき
部分めっき
PARTIAL PLATING
独自開発のTPマスク工法による部分めっき法
プラスチックめっきに部分的にめっきをする個所とそうでない箇所を分けてめっきする事で、様々な付加価値を加える事ができます。しかし、部分的なめっきは簡単ではありません。
当社では部分めっきの実績は40年以上! 2色成型法、マスキング工法、レーザーカット工法、そして独自のTPマスク工法。 それぞれの工法にメリット、デメリットがあり、デザインや付与したい付加価値により、適切な方法があります。 当社ではその様々な工法すべてに対応可能です。特に当社独自(世界で当社のみ可能)なTPマスク工法は、自動車でも高級車向けの静寂性向上、隙間無い寸法精度実現の為、多数採用されております。
<TPマスク工法とは?>
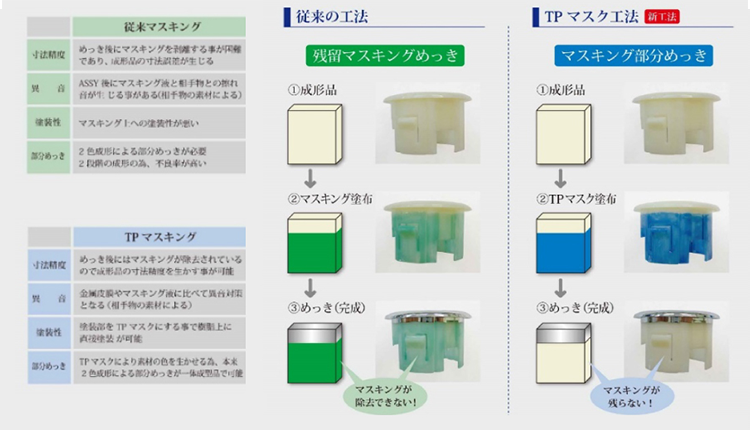
通常部分めっきには殆んどの場合マスキング溶液が使われます。
しかしめっき後にそのマスキング溶液を除去する事は大変な作業であり、マスキング液を残したまま出荷、もしくはマスキング液上へ塗装をすることでマスキング液を隠す方法が取られています。
しかしそれでは素地寸法精度が求められる製品には使用が不可で、結局はめっき後にマスキングを除去する工程を設けていました。
この作業はコスト的、納期的、そして品質的に大変マイナスの多い工程となっていました。またマスキング溶液がめっき液中に溶け出す事で不良原因ともなります。
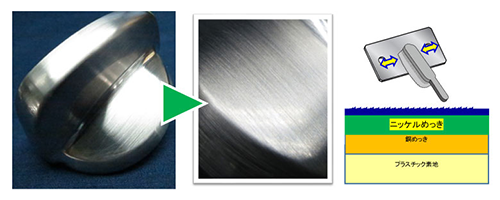
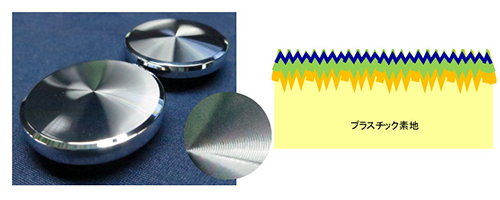
弊社のTPマスク工法では、めっき加工工程内の前処理段階でマスキング液を除去することが出来る為、素地の肌を残したまま部分的にめっきする事が可能です。その仕上がりは大変綺麗であり、素地への寸法精度が厳しい部分めっき品であっても低コスト、短納期で対応することができます。
ギス音対策
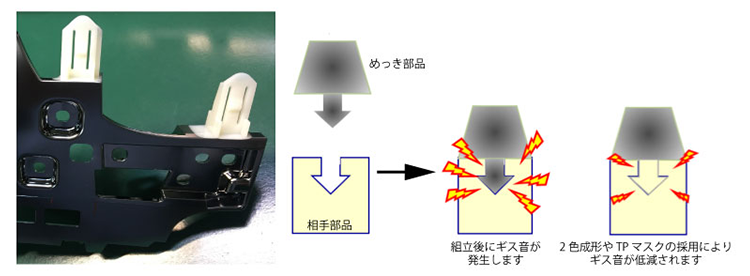
めっき部品が他の樹脂製品と組み立てにより接触すると、部品同士がこすれる事で「キュッキュッ」というギス音が発生します。これを防止する為にめっき部品の組立接触面に不織布などを貼っていましたが、TPマスクや2色成形法を使用する事によりギス音対策が可能な為、ASSY工程が不要となります。
また、寸法精度を保つことで製品間の隙間防止にもなります。実績として、国内高級車種に多数採用いただいています。
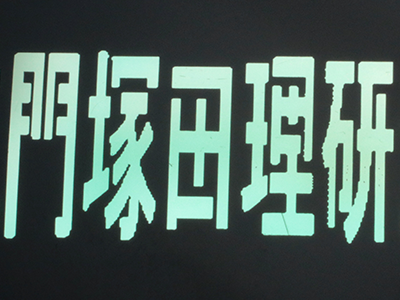
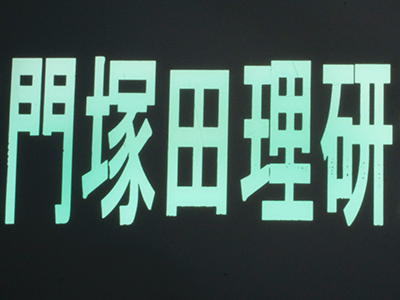
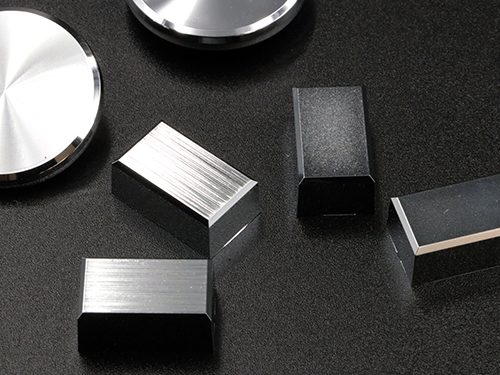
マスキング工法比較
-

従来のマスキング工法(写真右)・TPマスク工法(写真左)
-
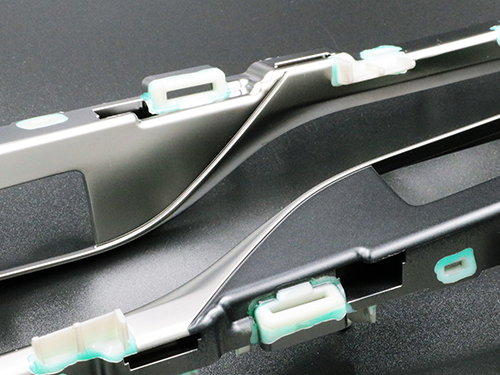
従来のマスキング工法を使用しめっき&マスキング剤を残さないことも可能です
黒色めっき
BLACK PLATING
黒色めっきの種類
黒めっき(B3)、青みかかった黒色クロムめっき(TB)を新たな黒系めっきの新色としてラインナップしました。今までの黒色めっきは合金めっき(ニッケルスズ合金など)がありましたが、耐食性、指紋性が悪く、自動車部品での採用は困難でした。今回の漆黒めっき、青みかかった黒色クロムめっき(TB)めっきは自動車への採用に耐えうる耐食性能があり、すでに自動車の内装部品へ採用されています。
-

黒色三価クロムめっき<TI>
環境にやさしい三価クロムめっきです。黒く深みのあるチタンに似た色調で、特に高級自動車の内装部品に多数採用されています。 -

黒色三価クロムめっき<TB>
環境にやさしい3価クロムめっきです。TIに比べ青みの強い色調です。 -

漆黒めっき<B3>
TI/TBに比べてより黒味の強い色調です。別名漆黒調めっきともよばれます。
| - | 黒色度合 | 特徴 | 耐食性 | 使用実績 | コスト |
|---|---|---|---|---|---|
| TI |
|
C3同様、六価クロムフリー目的で開発された黒色三価クロムめっき。黒味が強く、チタンに似た色調。自動車の内外装への採用実績が最も多い三価クロムです。 | ◎ | ・車外装部品 ・車内装部品 ・釣り具(リール)etc |
1.2 |
| TB |
|
TIに比べ青みがかった黒色三価クロムです。高級スポーツカーの内装などに採用されています。 | ◎ | ・車内装部品 | 1.4 |
| B2 |
|
B3同様、漆黒めっきと呼ばれるほどの黒光りした重厚感ある色調です。B3に比べ、若干明度が高めです。 | ◎ | ・車内装部品 | 1.4 |
| B3 |
|
車載内外装の耐食性能を持つめっきの中で最も黒色の強い三価クロムめっき。黒光りしたメタル感があり、別名漆黒めっきとも呼ばれます。 | ◎ | ・車外装部品 ・車内装部品 |
1.4 |


黒系のめっきの他、金やサテンめっき等、様々な色調をラインナップしております。
詳細はサンプル帳をご参照ください。
サテンめっき・プラチナサテンめっき
SATIN PLATING PLATINUM SATIN PLATING
サテン色調
プラスチックめっきの中でも、光沢感を抑えた高級感ある色調がサテンめっきです。別名「パールブライト」と呼ばれており、真珠のような艶感が特徴で、アルミの削り出しのような金属感が出せます。 最近のデザイントレンドとして、より薄めのサテン感である「プラチナサテン」という色調が高級車中心に人気があります。 サテン色調は木目調やピアノブラックなどの高級感ある表面処理と組み合わせる事で、より高級感あるデザインが可能です。
当社では、サテン感の強弱や、色調の色感(青っぽい、黄色っぽい)などの詳細なご要望にお応えしております。また、黒色めっきとの組み合わせにより、色調のバリエーションはさらに広がります。 ご希望のサテン色調につきましては、ぜひご相談ください。
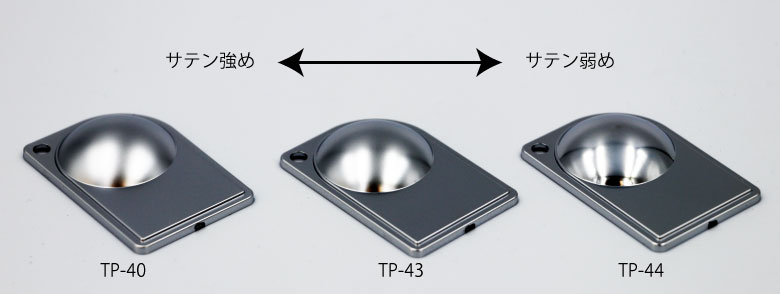
TP-40:真珠を思わせる素晴らしいサテン外観
TP-43:淡い光沢により落ち着いた金属感があり、高級感ある色調
欧州のデザイナーにも人気のサテン外観
TP-44:特別に開発されたきめ細やかなサテン外観
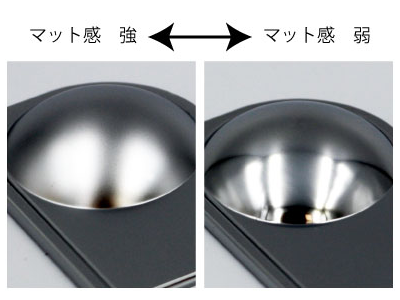
サテンめっき 色合い
-
-
サテンめっきの色合いは「マット感の強さ、弱さ」の他、「粒感がある、ない」などで微妙に異なります。
お客様によって求められる色合いはそれぞれで、自動車メーカー様ですと同じメーカー様でも車種によって微妙に違っていることもあります。
めっき条件の調整等でサテンの強さをある程度調整する事が可能なので、ニーズに応じたサテンめっきの色合いに調整致します。
更に、最外層の仕様を変える事により、白色、黒色、金色等 複数の色調を出すこともできます。
サテンめっき メカニズム
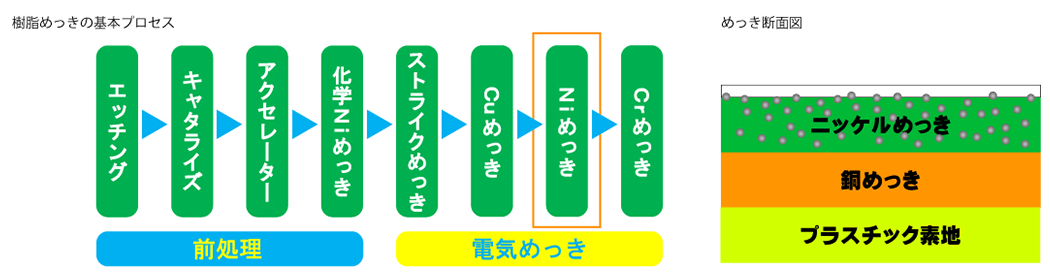
サテンめっきの工程では、艶を無くす為に、電気めっき工程中のNi(ニッケル)めっき皮膜に特殊な工程を採用しています。
本来、光沢のあるめっき表面は滑らかな表面をしていますが、サテンめっき工程では艶を落とした色調を得る為に、めっき液中にミクロレベルのエマルジョンという粒子が存在します。
このエマルジョンがめっき皮膜析出時に脱着することにより、めっき析出を部分的に抑制し、クレーター状の窪み(凹凸)を無数に作ります。それにより光沢感が失われ、独特なサテン調の色調を得ています。
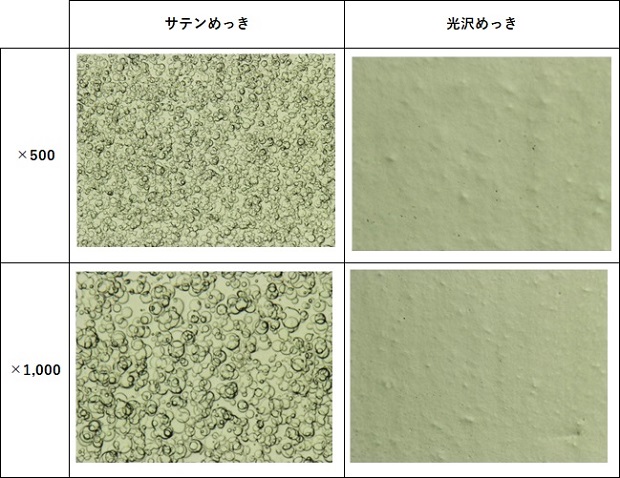
電子顕微鏡観察結果
-
-
サテンめっきと光沢めっきの表面を電子顕微鏡で観察すると、サテンめっきの表面に凹凸があることがわかります。
この凹凸の量や大きさにより、サテン感が変わります。
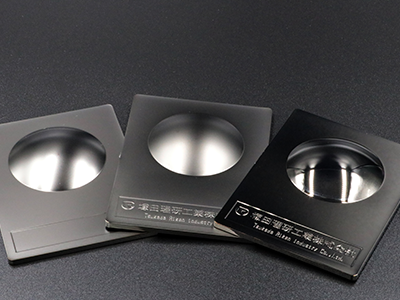
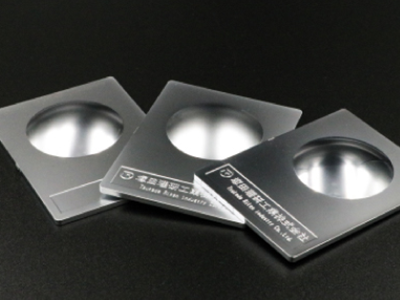
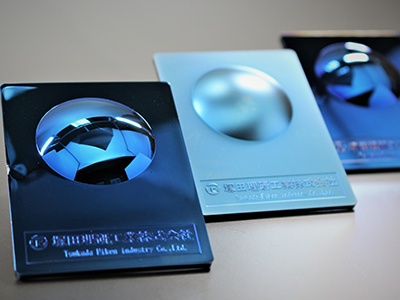
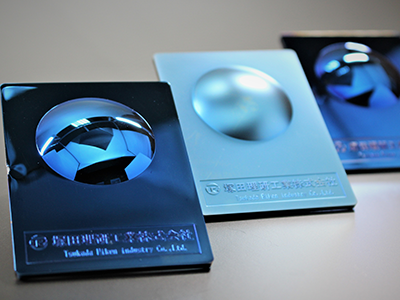
透光ボタン
TRANSLUCENT BUTTON
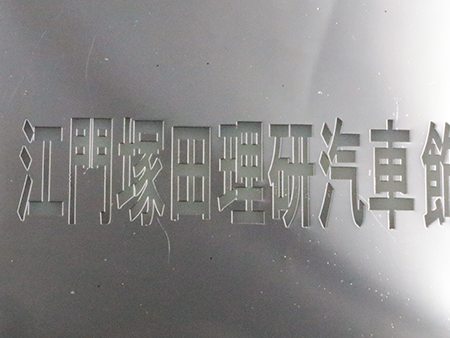
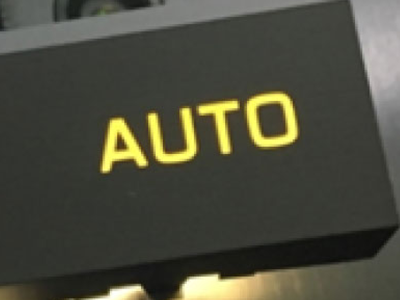
めっき製品に特殊な方法で文字や記号を書き込み、裏側から光を当てる事で透光するボタンです。
-
光を当てていない状態
-
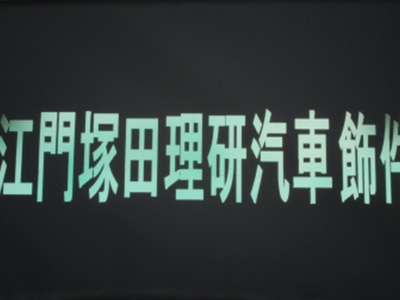
光を当てる
-
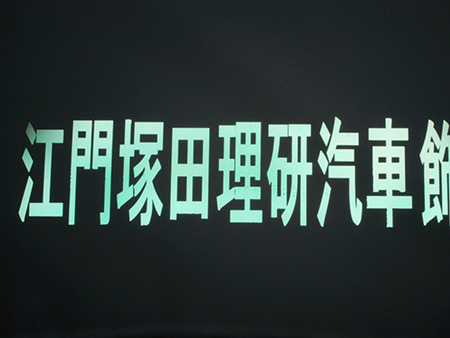
文字などが透過されます
最近では欧米系高級自動車への採用が多くなってきています


-
-
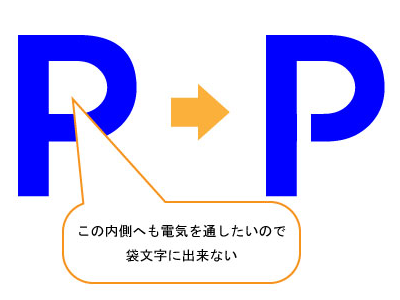
■ 通常の透光めっきは、文字や記号が袋文字の場合、袋文字の内部へ電気めっきをすることができない為、透光めっきは簡単な文字や記号に限定されます。
-
■ 当社の特許技術である袋文字対応透光めっき技術では、囲まれた袋文字内にも密着あるめっきができる為、「漢字」などの複雑な文字や記号もきれいに透光文字として採用することができます。
-
-
一般的な切れ文字の透光めっき
-
当社の袋文字の透光めっき
-
ヘアライン・シボ
HAIRLINE / SHIBO
-
ヘアライン加工1 ~めっき処理後の加工~
めっき加工後に一定方向へブラシをかけて仕上げるヘアライン加工です。メタル感がぐっと引き立ちます。
-
ヘアライン加工2 ~金型への加工~
金型にヘアライン加工を施し、成形されたプラスチック素地にヘアラインをデザインします。めっきは凹凸を埋めないよう、薄目で、凹凸追従性の良いめっきを行います。
金型上にデザインする事で繊細なデザインが可能であり、量産性も高い工法です。しかしめっき皮膜を厚くできないため、耐食性には制限があります。
シボ加工 ~金型への加工~
-

- 素材表面に施した模様やシボを、高密着な薄めっき技術により、めっき後もその模様を活かしたデザインが可能です。
めっきをすることで繊細な模様やシボがグッと引き立ちます
-

用途に応じ、めっき仕様を選択することで、樹脂上に施したダイヤカット、ヘアーライン、シボ等を生かした外観を得るめっきが可能です。
-
ダイヤカット、ヘアーライン、シボ等の樹脂表面外観をめっき上に生かす事を目的とした薄めっきです。
ブルーめっき
BLUE PLATING
-
ブルー色調めっき
-
金属感のある鮮やかなブルー色をめっき加飾として加えました。通常、金属感のあるカラー色調の場合、クロムめっきを行った上に塗装を施すのが一般的です。しかし、めっき上の塗装では用途によっては剥がれ、ハゲ等が発生しやすく、外観を長期で守る事が困難です。
当社のイオンプレーティング技術により、鮮やかなブルー色調のめっき製品でも、強度な密着により剥がれることなく、また製品皮膜の硬度も向上します。
電気自動車などのエンブレム等、未来感あるご用途に最適です。
詳しくはお問い合わせください。
アンティーク調めっき
ANTIQUE PLATING
-

めっき後に処理を行う事で、まるでアンティークの様な外観のめっきに仕上げる事が可能です。
-

最表面に黒色めっきを施し、ブラシで表面を削り、下層メッキをうまく露呈させためっきです。
アンティーク調めっきの特徴
当社では独自技術で高い耐食性のあるアンティーク調の表面処理が可能です。
その為、様々な用途に使用可能です。
※最表面のめっきを削り取る為、耐食性が十分でない場合があります。
融雪剤対策めっき
SALT DAMAGE PLATING
ロシア向け 耐塩カル高耐食性 三価クロムめっき
-

外装品めっき(寒冷地向け)
耐塩カル高耐食性
特殊三価クロムめっき -
車は世界中にくまなく普及しつつあり、それに伴い様々な環境に外装部品はさらされることになりました。
特にロシア等の寒冷地において、融雪剤(塩化カルシウム)によるプラスチックめっきの剥がれ問題は、寒冷地仕様車にとって大きな問題となっており、その環境に対応しためっきが望まれています。
当社では寒冷地向け製品でしばしば発生する塩カル起因による腐食問題を解決する為、専用の三価クロムめっき液を開発、量産をスタートしました。
融雪剤対策用CLめっき皮膜 環境評価試験結果
① めっき仕様 TP-10CL(塩カル対策用特殊三価クロムめっき)
② 評価サンプル素材材質 ABS樹脂(ナチュラル)
③ めっき膜厚(単位;μm) 銅13.5 ニッケル11.7 CLめっき0.23
| - | 試験内容 | 試験条件 | 判断基準 |
|---|---|---|---|
| (1) | コロードコート試験 | 16時間 | 錆・変色無きこと(局部腐食10%超えない事) |
| (2) | キャス試験 | 30時間 | 錆・変色無きこと |
| (3) | 塩水噴霧試験 | 72時間 | 錆・変色無きこと |
| (4) | 冷熱繰り返し試験 | 4サイクル(※1) | 膨れ無き事 |
| (5) | 耐溶解錆性能確認試験 | 2サイクル(※2) | 変色・膨れ・白くもり無きこと |
※各試験方法は、JIS規格に準じて実施・評価を行う。
※1 {-30℃/1時間→室温(20℃)/15分 → 70℃/1時間→室温(20℃)/1時間} × 4回
※2 試験泥塗布→室内乾燥(1時間) → -20℃/15時間→35℃、60%/5時間×2回
| - | 試験内容 | 試験条件 | 判断基準 |
|---|---|---|---|
| (1) | コロードコート試験 | 錆・変色なし | OK |
| (2) | キャス試験 | 錆・変色なし | OK |
| (3) | 塩水噴霧試験 | 錆・変色なし | OK |
| (4) | 冷熱繰り返し試験 | 外観異常なし | OK |
| (5) | 耐溶解錆性能確認試験 | 外観異常なし | OK |
塗装
PAINTING
-
加工風景
- 標高622mに位置する当社の中でも更に塗装ブースは25mの4階建の工場の最上階にあります。きれいな中央アルプスの雪解け水や森林が多く存在することから得られるきれいな空気が最も特徴的です。製品の品質は当たり前ですが、働く従業員のことも考えた工場環境立地となっています。
あるお客様には「塗装業界のマチュピチュ」と言われるぐらい高い位置に設備を設置するのは珍しく非常識である、と言われましたが、メリットも多大にあるため、アイデアを駆使し非常識である最先端ブースを作り上げました。今ではあらゆるお客様から「見るだけで信頼できる」と称されるようになり、様々なモノづくりをさせて頂いております。
一貫生産システム
【金型】→【成型】→【めっき】→【塗装・印刷】→【ASSY】
めっき上の塗装・印刷はお任せください!
-
図面をいただければ金型~成型~めっき~塗装・印刷~ASSYまで一貫して生産が可能です。
めっきメーカーならでの安定した品質でめっき上の塗装・印刷が可能となります。
さらに部分塗装も多く手掛けております。
めっきの高い意匠性を残しつつ+αの加飾のご提案をさせていただきます。
マスキング方法は様々ですが、見切り制度は0.3㎜~となります。 -
-

めっき上の部分塗装
-

特殊印刷めっき
-
三価クロムめっき
TRIVALENT CHROMIUM PLATING
ヨーロッパでは市場で生産される新車への六価クロムの完全禁止指令が実施される予定です。
また電化製品についてもEU指令が設けられる見通しとなっています。
国内の大手電気メーカーでも有害物質とされる六価クロムを使用しない動きがでてきています。
環境規制
六価クロムめっき
その耐食性、防食性の高さ、大気にたいして反応性のない保護膜として作用する性質から、様々な表面処理に広く使われている薬品です。
しかし…
1) 量産性が良い為、コストが安い
2) 耐食性、防食性では他の防錆被膜と比較して際立って優れている
3) 操作、浴管理が比較的容易である
現段階で全ての特徴を満たす代替技術は見当たらないのが現状です。
環境対応型プラスチックめっき工法
-
ミストの少量性、排水処理の容易さ、均一の伝着生、不純物除去の容易さなどから、六価クロムめっきの最有力代替技術が三価クロムめっきです。
当社では業界に先駆け、環境対応型三価クロムめっきの全自動ライン化に成功。白色タイプと黒色タイプの2色に対応しております。
現在では国内外の自動車内外装に多数使用されています。
2004年より六価クロムめっき(Cr)から三価クロムめっき(C3、CL、TI、B2、B3)へのめっき仕様を顧客へ推進し、六価クロムめっきの使用量、保管量を低減に取り組んでいます。 -
-

白色三価クロムめっき<C3>
-

黒色三価クロム(TI)めっき
-
IP(イオンプレーティング)
ION PLATING
-
加工風景
- イオンプレーティングとは、宇宙開発技術の一環として米国で開発された薄膜表面処理技術です。PVD(物理蒸着)の一種で、真空蒸着やスパッタリングに比べ密着力が高く、TiN(窒化チタン)等の高硬度な皮膜を加工できます。
当社では、独自のイオンプレーティング技術により、低温処理にてプラスチックめっき製品上へ直接イオンプレーティング処理を行います。従来のプラスチックめっき品と比べ、イオンプレーティング処理により表面硬度と耐食性が飛躍的に向上します。色相は鮮やかなゴールド色、ピンクゴールド色、シルバーやガンメタリック色が可能です。
特徴
-
- 優れた密着性
- 硬度の高いTiN膜により、クロムめっきや金めっき被膜に比べ、キズが付きにくい表面被膜
- 高い耐摩擦性
- TiN膜による高い耐食性能(環境影響による変色劣化へも高い耐性)
- 低温処理加工で、様々な樹脂への対応が可能(ABS、PC、PA、LCP、PBT等)
- ゴールド色、ガンメタリック色が基本色相です。この他の色相に関してはご相談ください
-
-
ITI(ガンメタリック色)
-
ブルーめっき
-
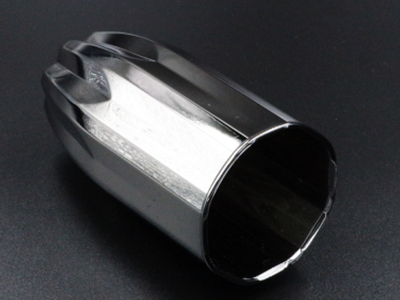
2色成形めっき
TWO-COLOR MOLDING PLATING
2色成形へのめっき
-
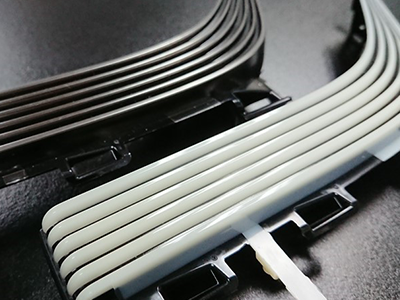
上 : めっき後品
下 : めっき前品 - 通常の樹脂めっき工程でめっきが析出するABS素材とめっきが析出しないPC(ポリカーボネート)素材を同一成形しめっきを行う事で、樹脂部の色調とめっき色調を同一製品へデザインする事が可能です。
それにより、めっき部と樹脂部をきれいに分けたデザイン性高い部品の作成が可能となります。
また、めっき品を相手部品へはめ込む際の接続部や溶着部に対し、めっきの付いていない部位を意図的に作成でき、組立後の異音防止や隙間の防止を行う事が可能です。
2色成形品図解
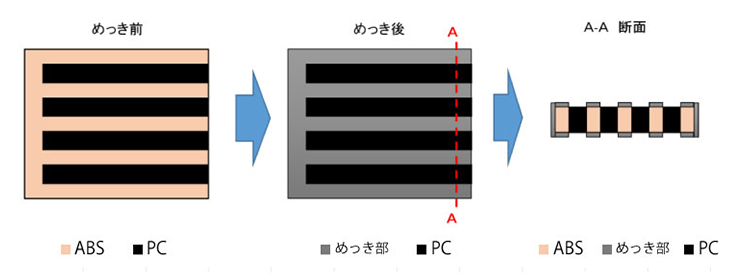
<注意点>
めっきをつける部分(ABS樹脂部)には必ずめっき接点が必要です。(浮島形状部はめっき析出しない)


2色成形品へのめっき部品
ギス音対策
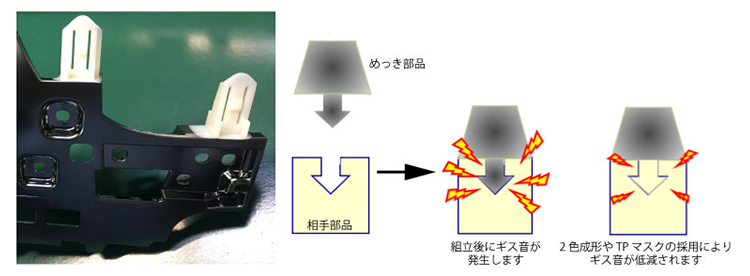
めっき部品が他の樹脂製品と組み立てにより接触すると、部品同士がこすれる事で「キュッキュッ」というギス音が発生します。これを防止する為にめっき部品の組立設置面に不織布などを張っていたが、TPマスクや2色成形法によりギス音対策が可能です。また、寸法精度を保つことで製品間の隙間防止に。国内高級車種に多数採用。
